

Schrumpffolie für perfekte Produktverpackung

Folienverbrauch vermindern mit Schrumpffolie?
Schrumpfverpacken Sie Ihre Produkte und Packgüter mit Schrumpffolie und einer Schrumpfmaschine für perfekten Schutz und eine optimale Warenpräsentation.
Die Folie wird eingesetzt, um Produkte zu bündeln und zu schützen und sie kann maschinell verarbeitet werden. Sogar Palettenladungen können schrumpfverpackt werden.
Contimeta hat ein breites Sortiment an Schweißfolien. Grundsätzlich werden die folgenden drei Foliensorten eingesetzt:
- Polyethylen PE-Folie
- Polyvinylchlorid PVC-Folie
- Polyolefine PO-Folie.
Zum Bündeln von Produkten wird grundsätzlich eine stärkere Folie (25-150 μm) eingesetzt. In den meisten Fällen wird eine PE-Folie verwendet, da diese besonders einfach zu verarbeiten ist.

Verpackungsbeispiele
Wie unterscheidet sich die Schrumpffolie?
Unsere Schweißfolien sind nicht nur außerordentlich stark, sondern auch sehr dünn. Dank der hohen Reißfestigkeit in Kombination mit einer sehr hohen Steife wird bis zu 30% - 40% weniger Folie benötigt ohne an die schützenden Eigenschaften einzubußen. So minimieren Sie Ihren Materialverbrauch.
Contimeta liefert sowohl mono- als biaxiale Schrumpffolien. Monoaxiale Folien schrumpfen einseitig. Vor allem bei Langgut, wie z.B. Laminat, Parkett, oder wenn Sie Produkte bündeln, bei dem die Folie an zwei Seiten offen bleibt, (z.B. ein Tray mit Dosen) empfiehlt sich monoaxiale Folie. Bei Produkten, die komplett und stramm umschlossen werden sollen, kann besser eine biaxiale Folie eingesetzt werden, da diese beidseitig schrumpfen.

Viele Folien sind Sonderanfertigungen, die vollständig auf die Anwendung und die Schrumpfmaschine zugeschnitten sind.
Die Wahl der Schrumpffolie
Die Wahl der Schrumpffolie bestimmt das Aussehen und die Präsentation des zu verpackenden Produkts. Klarheit und Glanz sind hier wichtig. Contimeta achtet bei der Auswahl von Schweißfolie auf diese und weitere wichtige Aspekte. Contimeta kann auf Wunsch auch farbige oder bedruckte Folie liefern.

Schrumpffolie zum Bündeln auf einem Tray
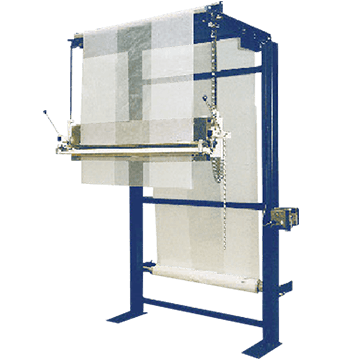
Was sind Schrumpfhauben?
Eine weitere Anwendung von Schrumpffolie sind Schrumpfhauben. Die Kräfte, die Schrumpfhauben abfangen können, sind sehr hoch; sie werden daher häufig zur Stabilisierung und zum Schutz schwerer Lasten verwendet. Schrumpfhauben werden häufig in der Steinindustrie und zur Verpackung von Paletten mit Flaschen oder anderen Lebensmittelprodukten verwendet.
Die Verarbeitung kann mit einer Schrumpfhauben-Verpackungsmaschine oder - je nach Anwendung - manuell mit einer Schrumpfpistole erfolgen.
Schrumpfhauben haben eine ausgezeichnete Schutzwirkung und schirmen eine Palettenladung vollständig vor Regenwasser oder Staub ab. Da das Oberteil mit einem Heißsiegel verschlossen ist, ist der Schutz vor Feuchtigkeit optimal.
Die Contimeta Schrumpfhauben haben eine Dicke von 125 µm und können in Absprache mit Perforationen, UV-Schutz oder antistatisch geliefert werden.

Die Schutzfunktion von Schrumpfhauben ist außergewöhnlich hoch.
Unsere Schrumpffolien
Schrumpffolie PO

Schrumpffolie PE

Schrumpfhauben

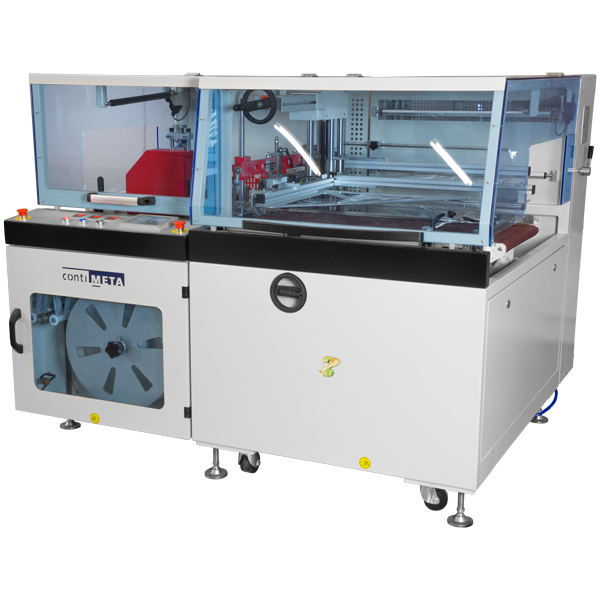
Unsere Schrumpfmaschinen und Folienschweißgeräte
Halbautomatische Schrumpfmaschinen

Halbautomatische Winkelschweißer

Winkelschweißer mit Schrumpftunnel

Vollautomatische Winkelschweißer
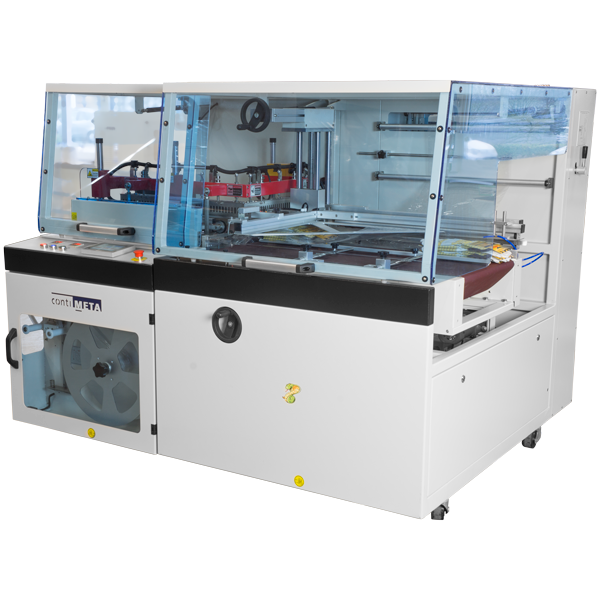
Vollautomatische Seitenschweißmaschine
Schrumpftunnel

Schlauchbeutel-maschinen

Schrumpfmaschinen Dimac

Unsere Schrumpfhauben / Stretchhauben Verpackungsmaschinen
Schrumpfhauben-anlagen

Haubenfertiger
 Deutschland
Deutschland