

Stretchfolien-Ratgeber

Welche Stretchfolie ist die Richtige für meinen Bedarf?
Vor dieser Frage stehen viele Unternehmen. Soll ich manuell per Hand wickeln oder doch lieber mit einem Palettenwickler? In unserem Stretchfolien-Ratgeber versuchen wir, Ihnen einige Hilfestellungen zu geben, um die Entscheidung einfacher für Sie zu machen.
Ich brauche weitere Informationen!Unsere Stretchfolien
Handstretchfolie

Maschinenstretchfolie

Bündelfolie

Dehnband


Welche Stretchfolien gibt es?
Bei der großen Auswahl kann es schwierig sein, die richtige Stretchfolien für den vorgesehenen Einsatz zu finden. Unsere Fachleute beraten Sie daher gerne im persönlichen Gespräch über die Unterschiede und die möglichen Verwendungszwecke, damit Sie die richtige Wahl treffen! Auf dieser Seite können Sie sich im Voraus über die wichtigsten technischen Eigenschaften von Stretchfolie sowie den dazugehörigen Verarbeitungsprozess informieren.
Die folgenden Begriffe werden in diesem Bericht erläutert:
- Handstretchfolie
- Die Unterschiede zwischen geblasener (Blown) und gegossener (Cast) Folie
- Coextrusionsfolie (Mehrschichtsfolie)
- Maschinenstretchfolie
- Limited, Power und Oriented Stretchfolie
- Perforierte Folie
- Helle, gefärbte oder bedruckte Folie
- Abdeckfolie
- Ministretchfolie
- Dehnband (Sanstrap)

Wann ist der Einsatz von Handstretchfolie sinnvoll?
Beim maschinellen Einsatz mit einem Palettenwickler möchte man die Anzahl der Folienrollenwechsel so weit wie möglich einschränken. Der Einsatz von großen Folienrollen, die um die 20 kg wiegen, ist daher sehr üblich.
Für den manuellen Einsatz sind diese Rollen zu schwer. Handstretchfolienrollen sind aus diesem Grund kleiner und leichter. In diesem Rahmen bietet eine 'Coreless Folie' (Folienrolle ohne Kern) einen wichtigen Vorteil. Ein Kern ist in vielen Fällen schwerer als 1 kg. Fällt das Gewicht des Kerns weg, ist die Rolle also substantiell leichter. Eine Rolle Handstretchfolie ohne Kern wiegt meist nicht mehr als 1,7 kg. Die Folienmenge wird in der Regel in Metern ausgedrückt.
Lesen Sie zu diesem Thema auch gerne unseren Beitrag Stretchmaschine oder Handwickeln?

(Blown-) Blasfolien Produktionsprozess
Was sind Blown Folie und Cast Folie?
Zwei vielfach benutzte Qualitätsbezeichnungen innerhalb des Folienmarktes sind "Blown" und "Cast". Diese Begriffe sind von den jeweiligen Produktionsprozessen "blown" ("geblasen") und "cast" ("gegossen") abgeleitet. Beide Stretchfolien haben jeweils ihre eigenen spezifischen Eigenschaften, die durch den Produktionsprozess bestimmt werden.
Wie sieht der Produktionsprozess für Blown-Folie aus?
In einem sogenannten Extruder (1) wird Kunststoffgranulat extrudiert und durch eine Ringdüse gepresst. Es formt sich ein dünnwandiger Zylinder aus dem Granulat. Die Schmelze wird anschließend von innen aufgeblasen und kontinuierlich luftgekühlt (2). Das Material wird von einem Ringensystem (3), das den Zylinder umschließt, kalibriert. Gleichzeitig wird die Wanddicke des Materials gemessen (4) und findet eine Rückkopplung zum Extruder statt, wo eine eventuelle Nachbesserung stattfindet. So kann eine gleichmäßige Foliendicke gewährleistet werden (5). Wenn das Material genügend abgekühlt ist, wird es durch zwei zueinander laufende Walzen gepresst und entsteht eine platte Folie. Die Folie wird weiter gekühlt und über ein System luftgekühlter und angetriebener Walzen zurück nach unten transportiert (6). Die gepresste Folie ist dann gebrauchsfertig oder wird noch an beiden Seiten abgeschnitten, damit zwei flache Folien entstehen. Diese werden anschließend aufgerollt (7). Über ein Bedienungsfeld kann der gesamte Prozess überwacht werden (8).
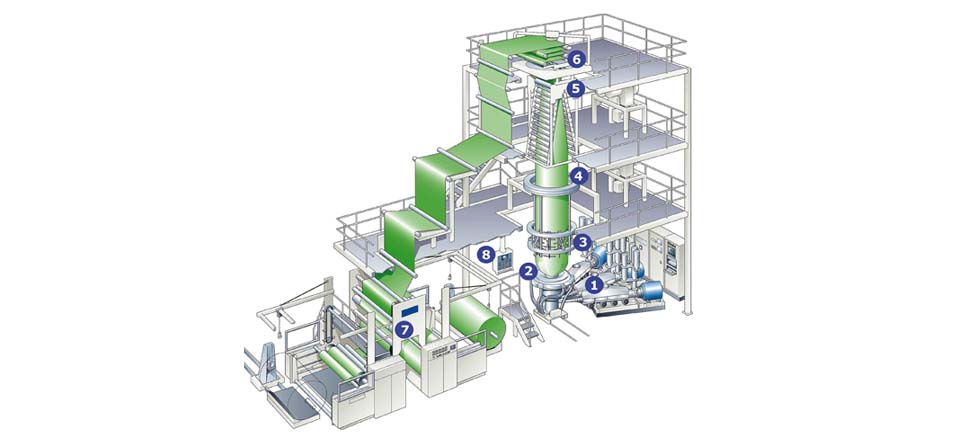
(Blown-) Blasfolien Produktionsprozess
- Blown-/Blasfolien Produktionsprozess
- Extruder
- Das Material wird aufgeblasen
- Mess- und Regeleinheit für die Folienabmessungen
- Mess- und Regeleinheit für eine konstante Dicke
- Klemmsystem
- Umkehreinheit
- Aufrollsystem
- Bedienungsfeld
Welche Vorteile bietet diese Produktionsart dem Verbraucher?
- Die Breite und Dicke der Folie können genau durch die Mess- und Regeltechnik des Extruders abgestimmt werden.
- Gleichmäßiges Abkühlen des Material für ein optimales Ergebnis.
- Es besteht die Möglichkeit, die Folie bi-axial zu orientieren. Dies erhöht die Qualität der mechanischen Eigenschaften, vor allem bei der Punktbelastung.

Während des Blasfolien Produktionsprozesses wird die Folie in zwei Richtungen gedehnt, um so ihre Festigkeit zu erreichen.
Handstretchfolie Typ Blown
Blasfolie für den manuellen Gebrauch eignet sich insbesondere für Produkte mit scharfen Kanten und besitzt extrem hohe Rückstellkräfte. Die Folie wird in einem Karton mit vier Rollen geliefert.
Die letzte Entwicklung in der Folienindustrie ist eine Handstretchfolie, die die positiven Eigenschaften von Blown- und Castfolie kombiniert. Die Vorteile sind enorm: die Folie ist bi-axial dehnbar, sie ist besser vor Rissen geschützt und äußerst effizient einzusetzen. Daher ist sie im Gebrauch nicht nur preislich günstiger, sondern auch umweltfreundlicher!
Sie ersetzt problemlos eine traditionelle Handstretchfolie von
12-23 μm. Tests haben eine höhere Regenerationsfähigkeit und eine Verbrauchseinsparung von bis zu 60% ergeben!

Wie bei der Blasfolie beginnt auch die Produktion von gegossener Castfolie im Extruder (1). In dem Extruder wird die Granulatschmelze erhitzt und über ein Schneckenrad zu einer langen querplatzierten Ausströmungsöffnung gepresst (2). Hier wird die flüssige Substanz dosiert und so gleichmäßig wie möglich auf eine sich drehende Walze gegossen. Anschließend wird das Material durch zwei Walzen geführt (3). Die Walzen werden von innen aus mit Wasser gekühlt, damit die Substanz bei der richtigen Temperatur verarbeitet wird. Die jetzt entstandene Schicht wird auf Spannung gehalten und entlang diverse Walzen transportiert. Zum Schluss wird die Folie auf eine Röhre gewickelt (4), die Wickeleinheit. Während des gesamten Prozesses werden Messungen ausgeführt, die über das (5) Kontrollsystem (die Steuerungseinheit) zum Extruder rückgekoppelt werden.
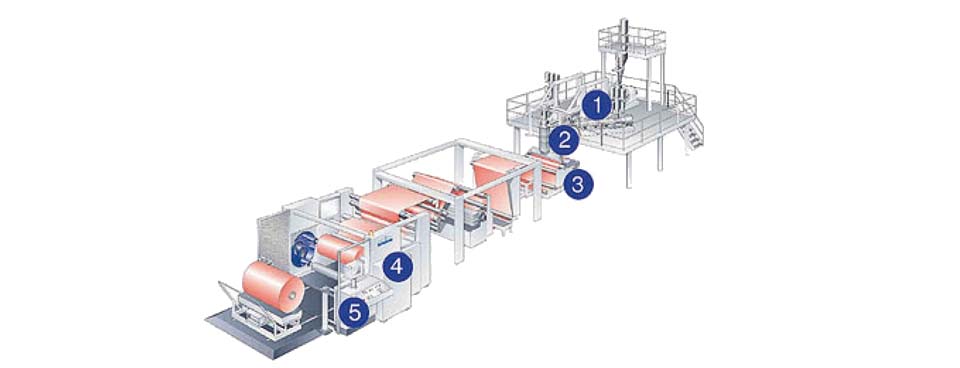
Castfolien Produktionsprozess
Welche Vorteile kennt diese Produktionsart?
Auch diese Produktionsart kennt einige wichtige Vorteile:
- Aufgrund der niedrigeren Dichte und der offenen Molekülstruktur ist die Helligkeit von Castfolie ausgezeichnet. Soll die Verpackung einen Werbeeffekt haben, kann dies ausschlaggebend sein.
- Da die Produktionsmaschinen eine höhere Produktionsgeschwindigkeit haben, ist der Preis von Castfolie im direkten Vergleich zur Blasfolie deutlich niedriger.

Wickelfolie - Coextrusions- /Mehrschichtfolie
Neben "Blown" und "Cast" wird auch der Begriff "Coex" oftmals verwendet. Dieser Begriff bezieht sich ebenfalls auf den Produktionsprozess. Eine Coextrusion beinhaltet, dass eine Folie im Produktionsprozess aus mehreren Schichten unterschiedlicher Materialien aufgebaut wird. Die Anzahl der Schichten kann sich bis auf sieben belaufen. Wenn man die Eigenschaften der verschiedenen Schichten miteinander kombiniert, entsteht eine sehr breite Skala an Kombinationsmöglichkeiten. Für die Verpackung von Lebensmitteln kann beispielsweise eine undurchlässige Zwischenschicht realisiert werden.
Beim Verpacken von Paletten sollte man an Folie mit einer glatten Außenschicht denken, einer Zwischenschicht, die Festigkeit verleiht, und einer Innenschicht, die "klebt". Polyethen (HDPE, LDPE und LLDPE) sind die am häufigsten verwendeten Rohstoffe. Diese können einzeln, aber auch in Kombination miteinander verwendet werden. Die Pressen sind dann so geformt, dass mehrere Folienschichten nebeneinander ausgepresst werden. Manchmal haften die verschiedenen Folienschichten nicht automatisch aneinander. Dies kann dann durch das Aufbringen einer zusätzlichen Zwischenschicht gelöst werden, die die beiden Folien, jede mit ihren eigenen Eigenschaften, verbindet.
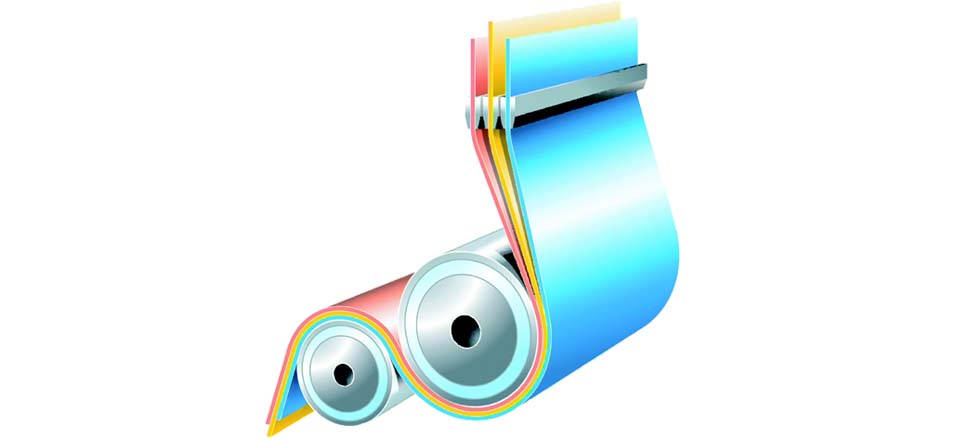
Wickelfolie - Coextrusions- /Mehrschichtfolie
Worauf sollte man bei Maschinenstretchfolie achten?
Beim Einwickeln eines Packgutes ist es wichtig, dass das Packgut bei möglichst geringem Folienverbrauch optimal stabilisiert wird. Bei der Verwendung von Maschinenwickelfolie sollte man dafür eine Reihe von Aspekten berücksichtigen:
Konstante Dicke
Gemäß des Prinzips "eine Kette ist nur so stark wie ihr schwächstes Glied" ist es wichtig, dass die Folie eine gleichmäßige Dicke hat. Zudem ist es wichtig, dass die Folie nicht unter eine bestimmte minimale Dicke aber auch nicht über eine bestimmte maximale Dicke kommt.
Konstante Dichte
Wird die Folie gedehnt, muss die Dehnung gleichmäßig über die Oberfläche der Folie verteilt werden. Eine geringere Dehnung an einem Punkt erfordert eine höhere Dehnung an einer anderen Stelle. Jede Abweichung in der Dichte kann daher zu einem Bruch führen.
Beständig gegen Risse
Eine hohe Beständigkeit gegen Risse ist von größter Bedeutung, wenn Objekte mit scharfen herausstechenden Ladungspunkten eingewickelt werden.
Niedriges 'Neck down'
'Neck Down' ist die Eigenschaft der Folie, sich bei Spannung in der Längsrichtung zu verschmälern. Vor allem bei einer hohen Vordehnung kann das zu einer Zunahme der minimalen Wickelanzahl führen, wodurch der Folienverbrauch pro Verpackungseinheit unnötig zunimmt. Das Maß des Neck Downs wird durch die Zusammenstellung und Orientierung der Moleküle bestimmt, aus denen die Folie aufgebaut ist.
Ausgeglichene Haftung
Stretchfolie sollte idealerweise an der Innenseite kleben und an der Außenseite glatt sein. Die Klebkraft an der Innenseite, die auch 'Cling' genannt wird, sorgt dafür, dass die Wicklungen ein Ganzes bilden und dass das äußere Ende nicht lose an der Palette baumelt. Die Außenseite sollte möglichst glatt sein, damit Paletten bei Lagerung oder Verladung nicht aneinander kleben.
Für professionelle, maschinelle Verarbeitung von Stretchfolien sind Sie bei Contimeta an der richtigen Adresse. In unserem Sortiment finden Sie Wickler von Top-Qualität! Schauen Sie sich zu diesem Thema gerne auch unseren Beitrag zum Robopac Palettenwickler an.
Was sind die Merkmale von Limited, Power en Oriented Stretchfolie?
Die Zug- und Festigkeitseigenschaften einer Folie lassen sich durch das "Stretchen" der Folie verbessern. Obwohl die Folie während des Stretchprozesses dünner wird, ist sie dennoch stärker als vor dieser Bearbeitung, da die Moleküle der Folie ausgerichtet werden.
Bei regelmäßigem Einsatz einer Stretchmaschine, empfehlen wir die Investition in eine Maschine mit Vordehnmechanismus. Damit kann man den zusätzlichen Vorteil der "Gedächtniswirkung", die zu einer Rückstellbewegung kurz nach dem Wickelzyklus führt, optimal ausnutzen. Die Folie kann mühelos angebracht werden und schmiegt sich dank der Rückstellkräfte eng an die Palette. Im Regelfall gilt, je höher die Dehnung, desto besser die Qualität der Folie (Rückstellkräfte und Festigkeit). Vordehnen kennt allerdings Grenzen.
Dünnere Folie und doch stärker, da die Moleküle, aus der die Folie aufgebaut ist, ausgerichet werden.
Je nach Zusammenstellung der Grundstoffe und dem jeweiligem Produktionsprozess haben die drei Foliensorten - Limited, Power und Oriented - alle ihre eigenen Merkmale. Für viele Anwendungen genügt die Limited Folie - eine Folie mit relativ niedrigen Vordehnmöglichkeiten. Für anspruchsvollere Einsätze kann besser eine hochwertigere Folie verwendet werden. Contimeta hat ein breites Sortiment mit hochwertiger vordehnbarer Stretchfolie, die den Namen "Power" trägt. Diese Stretchfolien können bis zu 400% vorgedehnt werden.
Bei einem niedrigen Verpackungsvolumen lohnt sich die Investition in eine avancierte Stretchmaschine mit Vordehnmechanismus in vielen Fällen nicht. In diesen Fällen bietet unsere vorgestreckte Oriented Stretchfolie eine ideale Alternative. Während des Produktionsprozesses von Oriented Folie werden Kügelchen aus Polypropylenharz (Resin) im Extruder zu einer dicken Folie umgeformt. Diese Folie wird anschließend gedehnt. Dank dieser 'Neuorientierung' der Moleküle ist die Stretchfolie stärker.
Oriented Folie ist nicht nur für Maschinen ohne Vorstretchmechanismus geeignet, sondern kann auch hervorragend als Handstretchfolie verwendet werden. Die Folie wird dann gebrauchsfertig - das heißt vorgedehnt - geliefert. Die Vordehnung so gestaltet ist, dass mit einer kleinen zusätzlichen Dehnung "der Memory-Speicher" aktiviert wird.
Wann ist perforierte Folie zu empfehlen?

Wennn es wichtig ist, dass eine Ladung während des Transports "atmen" kann, wie dies zum Beispiel bei Obst und Gemüse der Fall ist, kommt perforierte Folie zum Einsatz. Diese ist auch zu empfehlen, wenn eingewickelte Ladung noch abkühlen muss.

Hell, farbig oder bedruckt?
In der Regel wird beim Einwickeln von (Paletten-)Ladungen eine helle Folie verwendet. Der Produzent möchte dem Abnehmer ja grundsätzlich zeigen, was sich auf einer Palette befindet. Allerdings ist dies nicht immer wünschenswert. Es gibt mindestens zwei Gründe, um eine nichttransparente (gefärbte) Folie einzusetzen:
1) Bei diebstahlgefährdeten Produkten - wie elektronischen Konsumgütern - haben Ladungen manchmal die Neigung, während des Transportes zu 'verschwinden'.
2) Bei lichtempfindlichen Produkten kann zum Schutz der Ladung am besten eine lichtundurchlässige Folie verwendet werden.
Aus Werbegründen werden oftmals auch Stretchfolien mit Aufdruck - beispielsweise mit Firmenlogo - eingesetzt.

Abdeckfolie
Immer mehr Kunden verlangen eine makellos sauber abgelieferte Palette. Um Paletten vor Staub, Nässe und Schmutz zu schützen, kann Abdeckfolie eingesetzt werden.

Ministretchfolie
Zum Gruppieren, Bündeln und Verpacken von unterschiedlichen Produkten wie Holzlatten, Profilen, Büchern, Kartons usw. gibt es eine sehr günstige und geschickte Verpackungslösung: die Ministretchfolie.
Für den manuellen Gebrauch haben wir in unserem Sortiment Ministretchfolien mit einer Breite von 100 oder 125 mm in 17, 20 und 23 μm. Andere Maße, Farben und Längen können wir auch problemlos anbieten. Maßarbeit ist unsere Spezialität!
Für die Verarbeitung mit einem Horizontalwickler können wir ebenfalls viele verschiedene Stretchfolien direkt aus Vorrat liefern. Von 100 bis 380 mm breit, mit Stärken zwischen 12 und 50 μm und in unterschiedlicher Qualität; nichts ist unmöglich.

Dehnband (Sanstrap)
Für ein (vorübergehend) einfaches Zusammenhalten Ihrer Verpackung!
- Fallen gestapelte Güter öfters mal um?
- Haben Sie Probleme beim Anbringen von Kantenschutzwinkeln?
- Sie möchten aus Sicherheitsgründen Güter zeitweilig für den internen Transport stabilisieren?
- Sie möchten zueinander gehörende Produkte auf einen Blick erkennen können?
Sanstrap bietet die Lösung!
Eigenschaften von Sanstrap
- Hält Ladungen für den internen Transport zusammen
- Ideal einzusetzen beim Anbringen von Kantenschutzwinkeln
- Klebt nicht
- Einfach und schnell zu verarbeiten
- Kann wiederverwendet werden
- Recyclebar
- Preiswert
- Kann in auffälligen Farben geliefert werden (rot, blau, grün und gelb)
- XXL Sanstrap, für Paletten von 900 x 1400 mm
Die breiten Dehnbänder mit Breiten von 150 und 200 mm für übergroße und Europaletten sind nur erhältlich in der Ausführung "Metal-Box". Eine Metal-Box beinhaltet 100 Dehnbänder. Die Verpackungseinheit für Minipaletten beträgt 200 Stück.
Unser Tipp zum Schluss:
Wenn Sie auf der Suche nach der optimalen Stretchfolie für Ihren Bedarf sind, verlassen Sie sich dann auf das umfangreiche Fachwissen von Contimeta und lassen Sie sich im Gespräch von unserem professionellen Produktspezialisten informieren. Unsere Beratung konzentriert sich vollständig auf Ihre individuellen Bedürfnisse und Wünsche! Natürlich finden Sie bei uns auch für jeden Zweck die passende Wickelmaschine zwecks professioneller Verarbeitung der Stretchfolie.
Rufen Sie uns an unter der Rufnummer 0202 - 9470 9085, oder kontaktieren Sie uns über unser online Anfrageformular!
Unsere Palettenwickler
Stretchroboter

Drehtellerwickler

Halbautomatischer Dreharmwickler

Vollautomatischer Palettenwickler

Zurück
 Deutschland
Deutschland