

Strapping med plastband

Möjligheterna är många med strapping och plastbandning
Direkt till sortimentet inom bandningInformationsförfråganFör att bättre förstå möjligheterna med plastband (strappingband) i kombination med en bandningsmaskin går vi på denna informationssida djupare in på ämnet.
I motsats till stålband, vars egenskaper är begränsade till ett bestämt antal parametrar såsom flexibilitet, draghållfasthet och ytbehandling, är plastbandets egenskaper däremot mycket mer varierande. Nedan ger vi en översikt över möjligheterna som finns, men vi börjar med en kort inledning över tillverkningsprocessen.

Råmaterialet, ett granulat av polypropen, för plastband PP
Det finns plastband i olika material. I schemat nedan beskrivs tillverkningsprocessen av de två viktigaste bandtyperna,
PP-band och PET-band. Den viktigaste huvudbeståndsdelen av PP är polypropen, medan PET-band är tillverkat av återvunnen råvara (till exempel PET-material från flaskor eller kassetter).
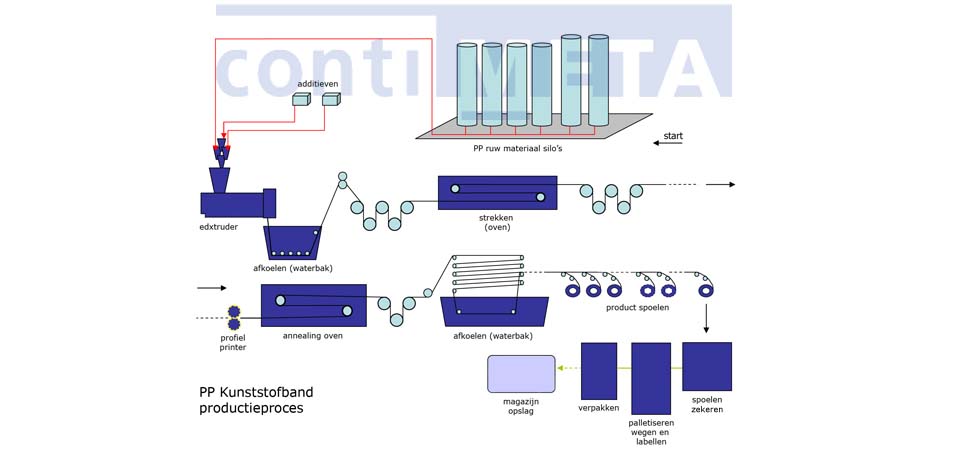
PP-band tillverkningsprocess
Plastband tillverkas genom extrudering: råmaterialet pressas genom en extruder och omvandlas till ett trögflytande substans (218 °C). Substansen går sedan genom en mall och skickas (antingen som ett helt stycke eller kapat i flera remsor) vidare genom en vattenskål för avsvalkning.
Under upphettning sträcks materialet sedan ut. På grund av sträckningen orienterar molekylerna sig i samma riktning. Sträckningen är alltså avgörande för materialets draghållfasthet och brottstyrka. PET (i motsats till PP) försträcks sedan ännu en gång, denna gång utan upphettning. Sedan hettas bandet upp och kyls ned igen en sista gång innan bandet spolas upp. Denna återuppvärmningsprocess kallas för "annealing" och används för att homogenisera materialet.
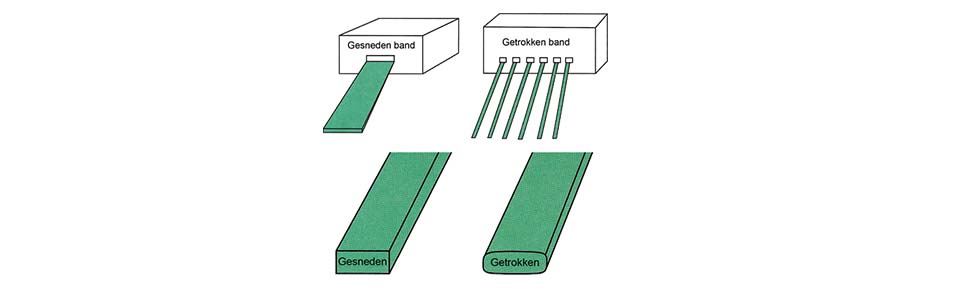
Stramat versus skärat band
När bandet tillverkas kommer materialet ut ur extrudern antingen som ett helt stycke (skärat band) eller som flera remsor. Dessa remsor formar senare den typen av band som vi kallar stramat band. Tillverkningssättet avgör för bandets tekniska egenskaper.
Egenskaper av stramat band
- avrundade kanter
- låg töjning
- lämplig för förslutning med värmesvets
Egenskaper skärat band
- noggrannare vad gäller dimensioner
- mindre camber
- raka kanter
- kan sträckas upp i två riktningar (bi-orienterad; gör bandet mer resistent mot splittring)
- lämplig för förslutning med friktionssvets
Sammanfattningsvis kan man säga att skärat band tekniskt sett har mycket goda egenskaper, men inte alltid är lika lätt att hantera.

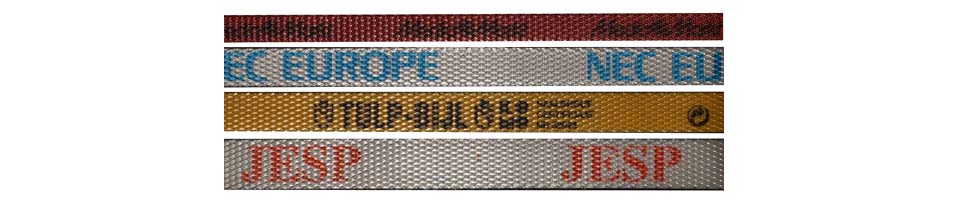
Räfflat versus slätt band
Bandet kan levereras i räfflat och i slätt utförande. I regel kan man säga att förslutningsmekanismen i bandningsmaskinen är avgörande för valet mellan slätt och räfflat band. Försluts bandet med friktionssvets, då väljer man i regel slätt. Försluts bandet däremot med värmesvets, använder man i regel räfflat band. Det finns dock undantag: moderna apparater kan nämligen ofta bearbeta både räfflade och släta band. Men varför tillverkas det då över huvudtaget band med räfflad profil?
Detta har ett antal fördelar:
När bandet hanteras maskinellt är risken på en mindre stark förslutning högre om man använder slätt band. För lite profil kan ge en dålig förslutning. När bandet hanteras manuellt visar räfflat band också sina fördelar eftersom band med räfflad profil ger bättre grepp och därför är enklare att hantera än slätt band. Dessutom ger den räfflade profilen högre flexibilitet och högre motstånd mot rivning.

Draghållfasthet, elasticitet och relaxationseffekt
Draghållfasthet, elasticitet och relaxationseffekt
Det viktigaste karaktärsdraget är bandets minimum draghållfasthet, som anges i daN (dekaNewton). Förutom draghållfastheten är också bandets elasticitet av stor vikt. Bandet vill efter utsträckningen återgå till sin ursprungliga form. Efter lång tid börjar plastbandet dock tappa sina elastiska egenskaper, den ursprungliga spänningen avtar och bandet töjs ut - den så kallade ”relaxationseffekten".

Plastband i en bandningsmaskin
I schemat beskrivs hur de olika typerna av plastband och dess elastiska egenskaper förhåller sig till varandra. Grafen visar att PP-bandets spänning avtar relativt fort och redan efter några dagar har minskat till 35 procent av den ursprungliga spänningen. Stålbandet har efter några dagar fortfarande nästan samma spänning, PET-bandets spänning har också knappt minskat; nylon (komposit) har kvar ungefär tre fjärdedelar av den ursprungliga spänningen.
Ovanstående gäller dock endast så länge elasticitetsgränsen inte överskrids. Om den gränsen överskrids kan materialet inte längre återgå till sin ursprungliga längd.

Plastband strapping i stenindustrin
PP eller PET plastband
Det finns många olika typer av band. Här ingår bland annat VG-band, nylon och komposit. Inom vår bransch är PP-band och PET-band de mest förekommande bandtyperna. PET-band har bättre elastiska egenskaper, högre draghållfasthet och lägre s.k. relaxationseffekt än PP-band, men detta återspeglas också i priset. PP-band är betydligt billigare och är beroende på applikationen ofta ett bra val.
Skillnader mellan PP-band och PET-band
Polypropen (PP) är matt och har ofta ett rutmönster. PP produceras i standardfärgerna svart, blå, vit och gul (matt). Polyester (PET) produceras i färgerna grön eller svart (glans). I motsats till PET är PP lätt att riva av för hand i längdriktningen. PP-band är vattenbeständigt, medan PET-band sjunker till botten.

Uppmärksamhetsområden
Förutsatt att anledningen till kvalitetsproblem inte alltid behöver vara bandet (det kan ju också bero på bandningsverktyget eller bandningsmaskinen) finns det några viktiga saker att tänka på.
1) Dammbildning
De flesta orsaker till dammbildning uppmärksammas först när det redan är för sent. Dammet frigörs under bandningsprocessen eftersom bandet helt enkelt är mjukare än stålet som bandet kommer i kontakt med. Det innebär att det kan ske att något av materialet blir kvar i bandningsverktyget eller bandningsmaskinen. På längre sikt finns det risk för att störningar uppstår. Förebygg driftstörningar genom regelbunden renblåsning av verktyget eller maskinen.

2) Camber (böjning)
Camber är materialets böjning i breddriktningen. Varje material har någon form av camber, stor eller liten. Maskinband får endast ha en liten camber eftersom bandet matas genom apparaten där varje beröringspunkt kan vara en risk för störning. För stor camber kan leda till omedelbara driftstörningar. Handbandningsverktyg har större tolerans mot camber. Genom att lägga bandet bredvid en rak linje på golvet kan man uppskattningsvis fastställa bandets böjning.
3) Skadade ändar
Råa eller ojämna ändar kan orsaka problem med tillförseln av band och dessutom vara orsaken till dammbildning. Det kan också hända att bandet ”strimlas”, det sker när de ojämna ändarna fastnar medan maskinen fortsätter att mata in material.

4) Bandet slits sönder
Klyvning kan ibland förekomma vid hantering av PP-band. PET-band är mer slitstarkt. Orsaken kan vara för hög dragspänning, problem med tillförsel av band och/eller svetsproblem.

5) Spole som lossnar
Spolarna kan lossna när de inte lindas upp med rätt spänning. Spolen faller då bokstavligen isär.
Ofta ställda frågor:
Hur tar jag bort plastbandet på ett säkert och tryggt sätt?
Eftersom bandet står under spänning kan enorma krafter frigöras när man klipper av plastbandet. Skyddsglasögon rekommenderas. Lägg vänsterhanden på bandet, stå stabilt på golvet och klipp av bandet. Bandet skjuter då mot andra (höger) sidan. Se till att ingen står i vägen!
Påverkas bandets kvalitet av solljus?
Den ultravioletta strålningen i solljuset kan negativt påverka bandets styrkeegenskaper. Det är särskilt viktigt att tänka på om bandet måste ha en bestämd färg. Svart band är mycket resistent mot ultraviolett strålning, medan vitt band är mycket känslig för UV-strålning.
Vad är skillnaden mellan bandning med PP-band och bandning med PET-band?
Generellt kan man säga att PET har en högre draghållfasthet och en högre återhämtningsförmåga än PP-band. PET-bandets styrka är så hög att det i vissa fall även kan ersätta stålband. PP-band är däremot betydligt billigare.
Vad är skillnaden mellan värmesvetsning och friktionssvetsning?
En värmesvets ger en förslutning med hållfasthet på ca 70-90 % av bandets ursprungliga styrka. Friktionssvetsning genererar ca 55-60 % av den ursprungliga styrkan.
Är tjockleken en avgörande faktor för bandets styrka?
Det behöver inte vara så, också andra faktorer såsom bandets profil eller materialet kan påverka styrkan.
Kan ett bandningsverktyg för PP-band också hantera PET?
Inte alltid. Läs bruksanvisningen för mer information.
Hur väljer jag rätt bågstorlek när jag använder en automatisk bandningsmaskin?
Du fastställer själv godsets maximala storlek. Addera ungefär 5 cm för att få lite marginal.

Vad ska jag tänka på när jag köper plastband?
Om det är första gången du ska banda något rekommenderar vi dig att kontakta en av våra specialister som kan hjälpa dig välja rätt typ av band (och maskin) för just dina behov. Om du redan vet vilket band du vill ha, kan du kontakta oss per telefon 040-655 70 18 eller via e-post för att göra din beställning.
I så fall är det viktigt att tänka på nedanstående faktorer:
- Innerdiameter
- Bandbredd
- Bandprofil
- Bandtjocklek
- Bandfärg
- Draghållfasthet
- Töjning
- Sker bandningen manuellt eller maskinellt med hjälp av en bandningsmaskin; automatiskt, halvautomatiskt eller helautomatiskt?

Avbrott
Den vanligast förekommande orsaken till maskinavbrott är felaktig placering av bandspole på avrullaren/maskinen.
För enkla byten av bandspolen är det viktigt att tänka på följande:
- Pilen på sidan av rullen anger riktningen.
- Ta aldrig bort materialet som håller ihop spolen innan spolen är fäst på avrullaren för bandspole.
- Det är inte nödvändigt att ta bort wellpappen på sidan av rullen.

Vårt sortiment av plastband
PP-band
PET-band
VG-band

Kompositband

Vårt sortiment för bandning med plastband
Omsnoeringsappaat op accu

Manuella bandningsverktyg

Pneumatiskt drivna bandningsverktyg

Halvautomatiska bandningsmaskiner

Automatiska bandningsmaskiner

Omsnoeringsmachine volautomatisch

Kundspecifika bandningsmaskiner

Tillbaka
 Sverige
Sverige